

For this week we got the assignment to do something big, this time using the CNC machine.
The training was very useful, for this machine you have to take special attention to safety and be aware of the machine all the time, 10,000 RPM is a lot and things can fly like crazy.
I will leave some notes here in case further years don’t get them on time:
Username: FAB Psw: FabClass1_
Open VCARVE
NEW document:
- it has the size
- 8x4ft sheet
- zero in top or bottom, leave it on top!
- thickness, half inch 0.47
- bottom left for origin
File:
-import vectors
— It gets almost all types of vector archives, even PDF!
If your lines are not complete:
—Edit
——join vectors
———join
In case you have any doubts:
Open new browser and refresh, there’s a tutorial about everything!!
For Fillets (Fillets are needed for press fit assemblage):
-Internal corners
--Edit objects
---Create fillets
----Tool radius 1/4inch 0.125
How to spread your parts:
Leave space between the parts!
Don’t share lines
Select toolpaths:
Toolpaths on the right
Profile and pocket
Profile cuts all the way
Pocket makes a half cut
Create profile tool path:
-Start depth 0
--Cut depth .55
---Tool
-----library
-1/4 inch down cut
——-Check the parameters!!
Feeds and speeds
Spindle 10000RPM
Number of passes:
The mill wont go all the way through in one pass so you must make your work in two or more passes.
--Edit passes here you can select the amount of passes
Check machine vectors:
This decision is very important so that you get the most accurate measurements.
- inside/outside
Direction:
Climb or conventional?
Conventional
As the mill’s flutes have a rotation direction they carve in a particular way, if you reverse that the mill will try to go up and it will be a little bit more difficult for the machine to go through.
As Tom said: Don’t walk a stronger dog than you.
Tabs:
Tabs are like little bridges that keep your pieces in place in order for them not to fly around when the milling is in process.
Add tabs to my tool path
.4x.3thkness
You can delete tabs if you don’t like them.
Save toolpath!!!
.sbp file
Save it
Save as again!!!
Save set up file
Save toolpath
You have to have 2 files
Second program:
Shopbot3
Turn in the machine- red knob !!
Push blue reset button !!
* if you don’t press the blue button the machine will never respond to you!
Open shop bot
Yellow keypad!
Move the mill to get your origin, remember the x is switched
Page up page down to adjust z
First put the mill
Turn the key next to the red knob
It should read 10,000rpm
Move the mill nice and slow!
Otherwise the machine will complain and stop working.
Zero to x,y
Zero the z:
Zero it in where you cut
Cut C2- zero z axis with z cero plate
Take the plate
Enter
The machine is going to touch the plate
Put the dust collector shoe
File
Part file load
Get file
Don’t touch yellow sheet
Start - ok
Push green button!!!
Activate dust collector
VOILA!

We tried different things during the characterization, turned out the wood has a lot of chips and the choosing of the mill is crucial to get a good result in this material.
Also a very annoying thing about the material is that its thickness is not even so if making a press fit piece you will get some parts perfectly but others loose or too tight, this has to do with the quality of the material and apparently this is the same situation with MDF and even lower quality plywood.
We ran some tests and everything turned out pretty good while following the instructions from the training.
The design:
As I arrived a couple of months ago I haven’t have time to furbish my room so I decided I was going to make a credenza for my bedroom, this would be very useful because I usually throw all of the stuff in my pocket when I arrive home so a credenza is the best complement for my room.

I visited Serts Peabody Terrace building this weekend and really liked some of the rhythms in the façades so I decided to make my credenza inspired in these collection of buildings.
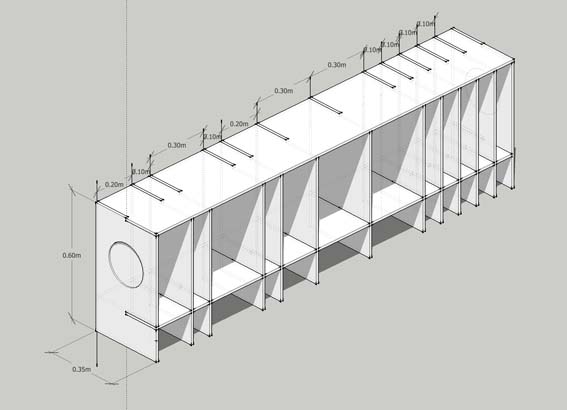

The furniture piece is 2m and is divided in 5 main modules that then break into other modules, creating an uneven but rhythmical repetition of planes.
All of the pieces use press fit to assemble and hopefully wont need any glue or nails.
The height is 60cm and the with 35cm enough to store magazines, books, LPs and small planters.
I modelled the whole thing in Sketchup as I am familiar with the software and then redraw everything in AutoCAD.
Making it


I arranged all of my pieces together for the cutting and realized I needed two boards. I got to the machine, my cutting time according to the signup sheet was at 5pm but ended up cutting at 8:30 pm due to people cutting really big and slow stuff before me; this was quite annoying because I had to be in the shop waiting for about 4 hours.


Finally, it was my turn so I arranged everything as in the training, the mill started making the pocket passes but it was making in a very horrible way, and then it broke!

I changed the mill, checked the parameters again, shut down everything and started all over again, fortunately Zach stopped by and helped us setting and checking up the parameters, it appeared everything was fine, I ran the work again and the same happened, the mill broke.

Checked the parameters once again, changed the mill, closed and shut down everything, started making the job but realized the mill was not spinning while it was going through the material, I decided to stop the job before braking another mill and call it the day.

I wasn’t able to cut after this because the machine was in use for the next two days, I will still try to cut it next week with better wood. I still don’t know what could have happened, if it was my file or something in the parameters.
Either way it was a good experience and I learned a lot getting in touch with the machine.
Update:
After some weeks I tried to use the shopbot again, I had to mill some gear mechanisms for studio so I decided to give it another try, this time with the help of Graham I realized I broke the mills because I never turned on the spindle. It was a very silly mistake but I learnt it the bad way.
I milled a whole lot of gears that hepled me in my Studio final project. Without the training in the shopbot I wouldnt be able to do this prototype in such an efficient way.

